Способность ультразвука распространяться внутри любого материала в виде луча, а также активное взаимодействие ультразвука с веществом на уровне атомов и молекул легли в основу создания ряда технологических установок, применяемых как в легкой, так и в тяжелой промышленности.
Такими были станки ультразвуковой обработки материала в 1950-1970 годах.
Современные ультразвуковые станки
Кроме механической обработки материалов в любом производстве требуется контроль качества выпускаемой продукции, и ультразвуковая диагностика изделия позволяет неразрушающим методом воздействия повысить рентабельность производства. Современные диагностические ультразвуковые приборы могут быть компактными и многофункциональными.
Современный ультразвуковой дефектоскоп
В зависимости от конкретных задач частота ультразвука может быть низкой (ультразвуковая резка, сварка, пайка, очистка ) или же высокой ( ультразвуковая дефектоскопия, измерение толщины слоя материала, измерение остаточного напряжения ). При этом мощность ультразвукового генератора также зависит от конкретного применения ( от нескольких милливатт до киловатта ).
Блок ультразвуковой колебательной системы любого технологического станка состоит из четырех конструктивных элементов: преобразователя, волновода, концентратора акустической энергии и излучателя. Хотя в некоторых моделях станков волновод отсутствует, и преобразователь закрепляется на концентраторе.
Схема колебательной системы и распределение смещения по длине колебательной системы
Преобразователь осуществляет преобразование электрической энергии в энергию акустических колебаний. В качестве преобразователя применяют или магнитострикционный, или пьезокерамический вибратор.
Концентратор акустической энергии служит трансформатором упругих колебаний, с помощью которого можно в несколько раз увеличить амплитуду ультразвуковых колебаний вибратора.
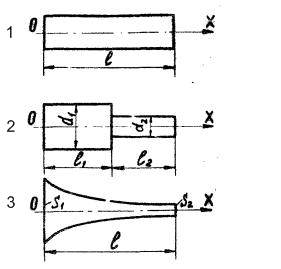
Концентраторы изготавливаются из монолитного металлического стержня, как правило, имеющего разное поперечное сечение. Возможные варианты концентраторов приведены на рисунке.
1- Стержень постоянного сечения
2- Ступенчатый стержень
3- Экспоненциальный стержень
Излучатель представляет собой рабочий инструмент, выполненный в виде съемной насадки к акустическому концентратору. Излучатель может иметь самые разнообразные формы в зависимости от конкретного назначения ультразвукового станка.
Ультразвуковая сварка
Ультразвуковая сварка-это образование прочной связи между твердыми материалами под действием ультразвука. С помощью ультразвуковой сварки осуществляется прочное соединение металлических или пластмассовых листов, а также проволок. Максимальная толщина свариваемых изделий зависит от конкретного материала. При ультразвуковой сварке металлических листов или проволок толщина исходных заготовок находится в пределах 10 мкм- 2,5 мм ( чем больше твердость и тугоплавкость металла, тем меньше возможная толщина сварки ).
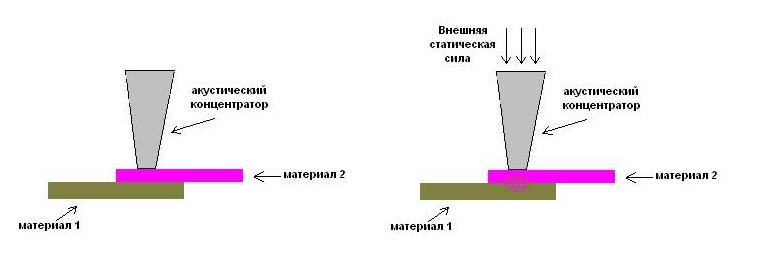
Не вдаваясь в подробности, суть ультразвуковой сварки можно объяснить тем, что под действием ультразвука свариваемые изделия подвергаются воздействию статической силы сдавливания и силы поперечных колебаний. Когда механическое напряжение в обрабатываемых материалах превысит их предел упругости, поверхностные слои материалов разрушаются и смешиваются между собой, образуя сварное соединение. Если поверхность свариваемых изделий гладкая и ровная, прочность сварного соединения практически равна прочности основного материала.
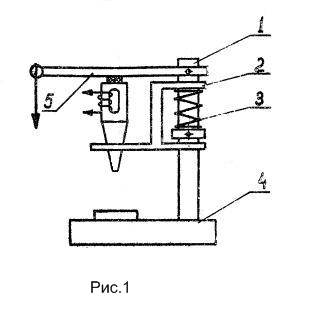
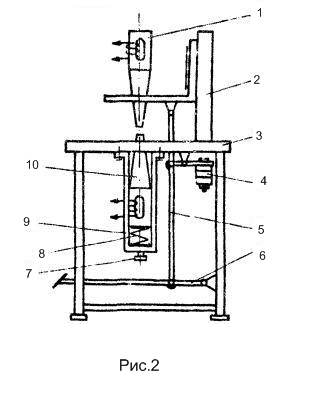
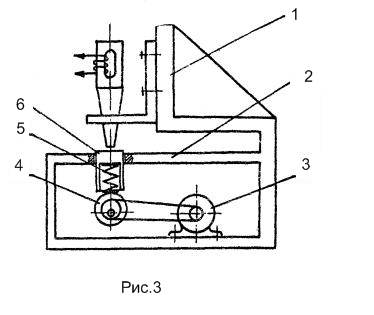
Возможные схемы ультразвуковых сварочных станков показаны на рис.1, рис.2, рис.3.
1- Стойка
2- Кронштейн сварочной головки
3- Пружина возврата
4- Рабочий стол
5- Рычаг
1, 10- Сварочные головки
2- Стойка
3- Стол
4- Противовес
5- Тяга
6- Рычаг с ножной педалью
7- Регулировочный винт
8- Пружина
9- Стакан
1- Хобот
2- Стол
3- Двигатель
4- Кулачок
5- Пружина
6- Опора
Свариваемые изделия сжимаются между монолитным основанием и прижимающим стержнем-звукопроводом, через который подается ультразвук. Для эффективного воздействия ультразвука под монолитное основание подкладывается эластичная прокладка ( силикон, резина ). При использовании прокладки большая часть ультразвуковой энергии будет оставаться в зоне сварки, и лишь незначительная часть ультразвука уйдет в землю.
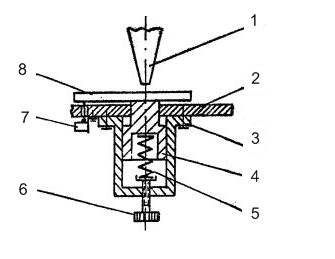
Также применяется пружинный прижим рабочего стола к обрабатываемому материалу. Один из вариантов показан на рисунке ниже.
1- Волновод
2- Стол сварочного станка
3- Стакан
4- Подвижная втулка
5- Пружина
6- Регулировочный винт
7- Концевой выключатель
8- Рабочий стол
В процессе сварки ультразвук действует не только на свариваемые изделия, но и на стержень-звукопровод. Для предотвращения образования сварного соединения между обрабатываемой деталью и стержнем-звукопроводом применяют наконечник из тугоплавкого и износостойкого материала. Наконечник, закрепляемый на выходном торце стержня-звукопровода, делается съемным, что позволяет получить несколько вариантов сварного соединения.
В маломощных установках ( мощность ультразвукового генератора 1-100 Вт ) используемых для точечной сварки наконечник имеет сферическую или плоскую форму. Для сваривания длинных листов в мощных установках ( мощность ультразвукового генератора 1-30 кВт ) наконечник имеет форму прямоугольного сечения.
Для справки:
Частота ультразвука технологических станков находится в пределах 10-100 кГц.
Низкие частоты ( 10-20 кГц ) имеют мощные установки с питанием от машинных генераторов ( до 30 кВт ). Такие установки осуществляют шовное сварное соединение. Скорость сварки достигает 10 м/мин.
Повышенные частоты ( 50-100 кГц ) имеют установки малой и средней мощности с питанием от лампового или полупроводникового генератора ( до 100 Вт ). Такие установки осуществляют точечную сварку.
В установках ультразвуковой сварки применяют как магнитострикционные, так и пьезокерамические излучатели.
При прочих равных условиях твердые и толстые материалы требуют большей мощности ультразвукового генератора для образования сварного соединения, чем мягкие и тонкие материалы. Легче всего свариваются тонкие изделия, т.к. требуемая энергия ультразвука может быть незначительной. Для сварки тонких полимерных пленок, а также точечной сварки вполне достаточно усилия руки, чтобы прижать концентратор к зоне сварки.
Фотография современного ультразвукового пистолета для точечной сварки
Ультразвуковую сварку применяют, прежде всего, в тех случаях, когда требуется прочное соединение материалов, которых нельзя подвергать воздействию высокой температуры. Кроме того, ультразвуковая сварка позволяет прочно соединять разнородные материалы ( например, алюминий с нержавеющей сталью ).
Ультразвуковая сварка находит широкое применение и в микроэлектронике при изготовлении миниатюрных изделий ( контактные провода и площадки диодов, транзисторов или микросхем ).
Ультразвуковую сварку используют также и при производстве различных упаковочных пакетов и контейнеров.
Ультразвуковая резка
Ультразвуковая резка-это своеобразный отбойный молоток, действующий на микроскопическом уровне. В роли молота выступает ультразвуковой излучатель. Даже ультразвуковая кавитация способна вырезать причудливые узоры. Однако кавитационное разрушение материала происходит, главным образом, на поверхности ультразвукового излучателя, а в основе работы аппарата ультразвуковой резки лежит принцип ударного воздействия абразивного зерна на поверхность твердого тела.
Кавитационная эрозия торца ферритового стержня
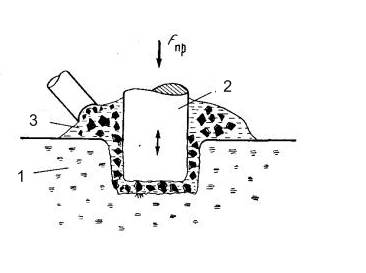
Если работающий ультразвуковой вибратор прижать к какой-либо твердотельной поверхности, находящейся в жидкости, начнется активное воздействие ультразвука на поверхность твердого тела. Добавление абразивного порошка ускорит этот процесс ( к кавитации добавляется удар зерном абразива ). В результате на поверхности твердого тела образуется углубление, профиль которого точно повторяет форму торца вибратора, т.е. материал разрушается в плоскости, перпендикулярной к направлению ультразвуковых колебаний.
1- Обрабатываемая деталь
2- Инструмент
3- Суспензия абразива
F пр - Статическая сила прижима
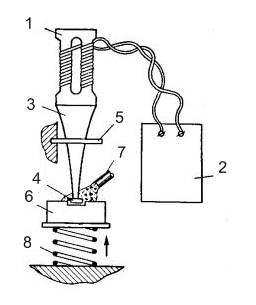
Схема работы аппарата ультразвуковой резки поясняется на рисунке ниже.
1- Преобразователь
2- Ультразвуковой генератор
3- Волновод-концентратор
4- Инструмент
5- Система крепления (концентратор закрепляется в узловых точках колебаний )
6- Обрабатываемая деталь
7- Подача суспензии абразива
8- Пружина
Обрабатываемая деталь помещается на монолитное основание, и на деталь непрерывно подается суспензия абразива. Над обрабатываемой деталью находится ультразвуковой вибратор, крепление которого позволяет совершать движение вверх-вниз подобно сверлильному станку. Как правило, все установки ультразвуковой резки используют акустический концентратор, позволяющий увеличить амплитуду ультразвуковых колебаний в зоне обработки. К тому же, наличие концентратора позволяет использовать несколько сменных разнопрофильных головок. Головка-резец крепится на выходном конце концентратора и в процессе работы с некоторым усилием прижимается к обрабатываемой детали. Возникающие при ультразвуковой резке мельчайшие частицы обрабатываемой детали, а также изношенный абразив удаляются из зоны резки непрерывной подачей жидкости со свежими зернами абразива.
Применяемая на практике колебательная система станка ультразвуковой резки показана на рисунке ниже.
1- Преобразователь
2- Концентратор
3- Инструмент
4- Резонансный фланец
5- Корпус станка
Скорость ультразвуковой резки зависит от многих параметров и не является постоянной величиной. С увеличением глубины резки скорость снижается и может упасть до нуля при глубине более 15 мм. Причина тому, уменьшение концентрации абразивных зерен под головкой-резцом с ростом глубины обработки.
Кроме того, производительность установки ультразвуковой резки зависит от частоты и мощности ультразвука (при увеличении частоты и амплитуды ультразвуковых колебаний скорость резки возрастает ).
Для справки:
Частота ультразвука в технологических станках находится в пределах 18-22 кГц, а мощность ультразвукового генератора 0,4-4 кВт. В качестве ультразвукового вибратора применяют магнитострикционный вибратор, набранный из металлических пластин.
Важное значение имеет и абразив ( карбид бора, карбид кремния ). Для эффективной ультразвуковой резки твердость абразивного зерна должна быть выше твердости обрабатываемого материала. Чем мельче абразивное зерно, тем точнее резка. Однако при этом уменьшается скорость резки, и при очень мелком зерне процесс резки прекращается.
При прочих равных условиях хрупкие материалы обрабатываются быстрее, чем вязкие ( скорость обработки стекла в 16 раз выше скорости обработки латуни ).
Ультразвуковую резку применяют при обработке, главным образом, хрупких и твердых материалов, таких как стекло, пластины кремния или германия, керамика, ювелирные самоцветы.
Ультразвуковая очистка
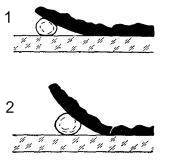
В основе работы ультразвуковых установок очистки лежит явление ультразвуковой кавитации. При захлопывании кавитационного пузыря образуется микроскопическая кумулятивная струя, способная разрушить любой материал, находящийся под ее воздействием. Даже образование на поверхности очищаемого объекта кавитационного пузыря приводит к отслаиванию пленки загрязнения.
1- Начальная фаза отслоения
2- Откалывание кусочка пленки
Процесс кавитации происходит в жидкости, поэтому для ультразвуковой очистки требуется резервуар с жидкостью, в которую погружается очищаемый обьект. Ультразвуковые колебания в жидкости создаются или непосредственным вводом ультразвукового излучателя в жидкость, или через звукопровод ( ультразвуковой вибратор находится за пределами резервуара с жидкостью ). Существует также и контактный метод, когда очищаемый объект помещается в жидкость, а ультразвуковой вибратор имеет непосредственный контакт с очищаемым объектом. Контактный метод применяют для очистки крупногабаритных изделий со сложным профилем.
В промышленных установках ультразвуковой очистки резервуар изготавливается из нержавеющей стали, а ультразвуковой вибратор подключается к внешней стороне ( снизу, сбоку или комбинированный вариант ) резервуара.
Промышленная установка линии ультразвуковой очистки
Частота ультразвука в технологических установках ультразвуковой очистки находится в пределах 18-44 кГц, а мощность ультразвукового генератора составляет 20-4000 Вт.
На низких частотах ультразвука применяют магнитострикционные вибраторы, а на повышенных частотах-пьезокерамические вибраторы.
Выбор жидкости зависит от конкретных объектов, подвергаемых очистке, а также от характера загрязнений. Обычно используют воду с добавками ПАВ ( поверхностно активное вещество ) или растворитель ( трихлорэтан, трихлортрифторэтан, метиленхлорид ). Воду применяют для удаления нерастворимых загрязнений типа микрочастиц твердого вещества. Растворитель применяют для удаления с поверхности очищаемого объекта загрязнения органического происхождения типа тяжелых масел, смазочных веществ, смола, битумные материалы и т.д. При этом очищению способствует химическое взаимодействие растворителя с веществом-загрязнителем.
Ультразвуковая очистка эффективна, прежде всего, при очистке мелких деталей и изделий, а также труднодоступных элементов конструкции. Основными отраслями промышленности, где используется ультразвуковая очистка являются электронная ( очистка электронных плат и электронных компонентов ) и автомобильная ( поршни и клапаны, карбюраторы, топливные форсунки и т.д. ) промышленности. Кроме того, ультразвуковую очистку применяют в медицине, авиации, приборостроении, часовом производстве и производстве ювелирных изделий, оптике и прикладных инженерных задачах.
Главное преимущество ультразвуковой очистки перед другими методами удаления загрязнений-это быстрота и качество очистки.
Ультразвуковая дефектоскопия
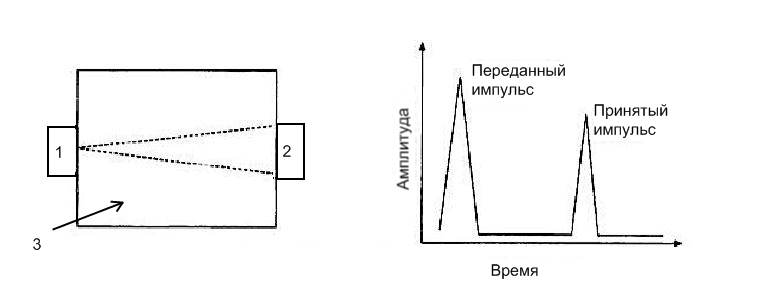
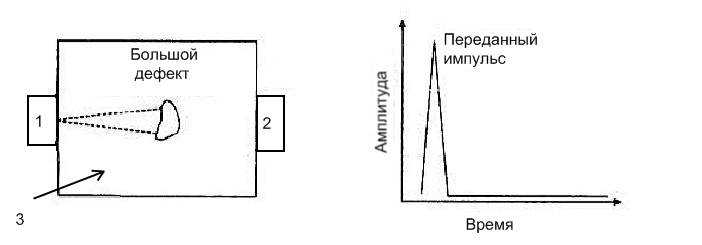
Распространение и отражение ультразвуковых волн подобно лучу света. Если в оптике, просвечивая световым лучом вещество, можно определить его оптическую однородность, то в ультразвуковой акустике по распространению в веществе упругих волн можно узнать о механической однородности вещества. Пропуская ультразвук через твердое тело, можно выявить наличие внутри твердого тела различные дефекты ( например, пустоты и трещины ). Как известно, на границе твердое тело-газ коэффициент отражения ультразвука очень высок. Таким образом, наличие в веществе микропустот приведет к ослаблению проходящей через вещество ультразвуковой волны, и по степени ослабления можно определить внутреннюю однородность вещества. На этом принципе работают различные ультразвуковые дефектоскопы ( сонометр ).
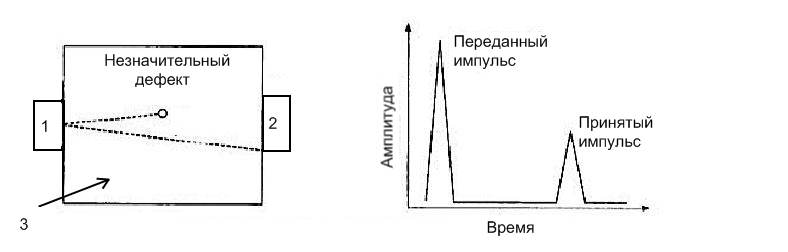
На рисунках ниже: 1- передатчик ультразвука, 2- приемник ультразвука, 3- проверяемый объект
Образец без дефектов
Образец с незначительным дефектом
Образец с большим дефектом
Ультразвуковой вибратор и приемник ультразвука прижимаются к исследуемому объекту противоположно друг другу. Акустический контакт между вибратором и объектом, а также объектом и приемником обеспечивается каплей жидкости ( например, машинное масло ). Чем выше частота ультразвука, тем меньший по размерам дефект можно выявить. Причина этому-дифракция. Если размеры дефекта близки к длине волны ультразвука, происходит огибание волной препятствия, и наличие внутренних дефектов не приведет к ослаблению проходящего через вещество ультразвука. Однако с ростом частоты ультразвука растет и его поглощение в веществе, что уменьшает возможную толщину исследуемого объекта. С другой стороны, если размер дефекта намного больше длины волны ультразвука, ультразвуковой луч может затеняться дефектом и не достигнуть приемника. Поэтому в ультразвуковой дефектоскопии методом просвечивания выбор частоты ультразвукового генератора определяется размерами выявляемых дефектов. Так при использовании ультразвука частотой 10 МГц можно обнаружить дефекты размером 0,5 мм в листовом железе толщиной 5 мм, а при дефектоскопии автомобильных покрышек на частоте ультразвука 100 кГц обнаруживаются дефекты размером порядка 10 мм. Дефекты железобетонных балок выявляются на частоте порядка 30 кГц.
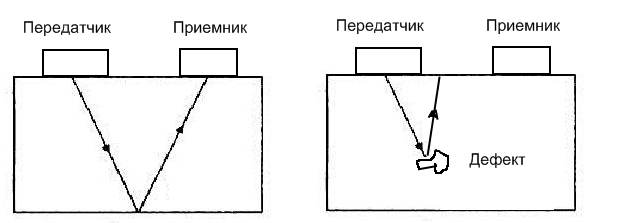
Обнаружить внутренние дефекты в твердом теле можно не только, пропуская через него ультразвук, но и использовать отражение ультразвука от дефектов структуры вещества. На этом принципе работают ультразвуковые рефлектоскопы. Однако частотный диапазон ультразвукового генератора смещен в большую сторону, и частота измеряется мегагерцами.
Также как и сонометре ультразвуковой вибратор и приемник прижимаются к исследуемому объекту через каплю жидкости ( акустический контакт ). Однако в рефлектометре вибратор и приемник размещаются рядом, что делает весь прибор портативным. Большинство рефлектометров работает в импульсном режиме, что позволяет совместить вибратор и приемник в одном преобразователе, который поочередно работает как вибратор и как приемник ( прямой и обратный пьезоэффект ).
В режиме вибратора ультразвуковой преобразователь ( зонд ) посылает в объект ультразвуковую волну, которая отражаясь от задней поверхности объекта возвращается обратно к зонду. Если зонд перевести в режим приемника, он зафиксирует отраженную волну. При наличии в объекте дефекта отраженная от него ультразвуковая волна дойдет до зонда раньше, чем волна, отраженная от задней поверхности объекта, что регистрируется цифровым или аналоговым устройством. Таким образом, сканируя зондом объект, можно выявить не только наличие в нем дефектов, но и определить их глубину залегания.
Ультразвуковая дегазация
Как известно, любая жидкость, контактирующая с атмосферным воздухом, содержит в себе определенное количество растворенных в ней газов. Даже в расплавленном металле присутствует воздух. В металлургии и стекольной промышленности при отливке изделий крайне нежелательно наличие газа в расплаве, т.к. это приводит к возникновению микропор, что заметно снижает качество продукции.
Одним из методов удаления газа из жидкости является ультразвуковая дегазация, т.е. удаление газа посредством ультразвука. Под действием ультразвука в жидкости образуются области разряжения, в которые проникают молекулы газа, образуя газовые микропузыри. Микропузыри всплывают на поверхность жидкости ( расплава ), и тем самым происходит дегазация жидкости ( расплава ).
Введение ультразвука в расплав может реализовываться как в плавильном тигле, так и на этапе разлива расплава по формам. Ультразвук от вибратора, в качестве которого используется или магнитострикционный излучатель, или пьезоизлучатель, подводится в расплав через акустический волновод. Материал волновода выбирается таким, чтобы взаимодействие между расплавом и волноводом было как можно меньшим ( обычно используют фарфоровые волноводы ).
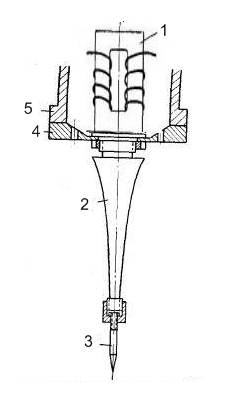
Ультразвуковая пайка
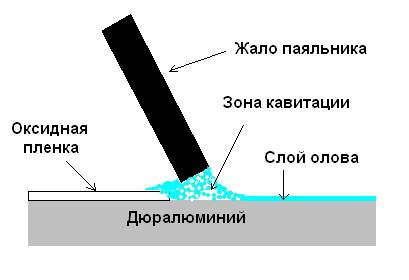
Облучение ультразвуком разнородных металлов позволяет создавать поверхностное интерметаллическое соединение, что используется при соединении металлических конструкций методом пайки. Припоем служит сплав на основе олова. В ходе пайки твердый припой расплавляется до образования жидкости, в которую вводят ультразвук. Если теперь в расплавленный припой поместить какой-либо металл, он вскоре покроется пленкой припоя.
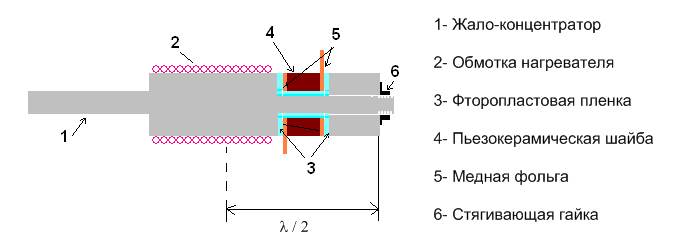
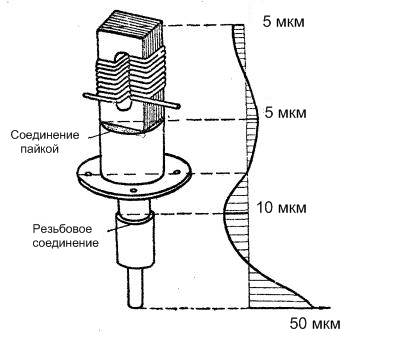
Процесс лужения проходит достаточно быстро, и в промышленности применяют даже ручные ультразвуковые пистолеты, которыми работают как обычным паяльником. Таким ультразвуковым паяльником можно спаять практически любые металлы и даже керамику, но паяют, главным образом, сплавы на основе алюминия, т.к. обычная термическая пайка алюминия затруднена образованием тонкого слоя окиси алюминия на поверхности спаиваемых деталей. Ультразвуковой паяльник может иметь различную конструкцию, но обычно жало паяльника служит одновременно акустическим концентратором, на который намотана нагревательная обмотка, т.е. жало паяльника служит как для разогрева спаиваемых деталей, так и для ввода ультразвука в расплавленный припой. Частота ультразвукового генератора выбирается в пределах 20-30 кГц. Хотя в некоторых моделях используется пъезокерамический преобразователь, работающий на частоте 60 кГц.
На рисунке ниже представлен схематичный разрез одного из вариантов ультразвукового паяльника.







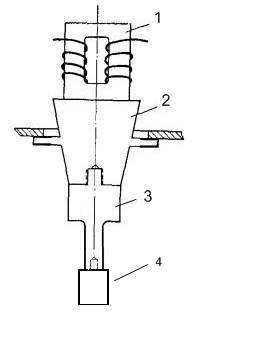
 1- Волновод
1- Волновод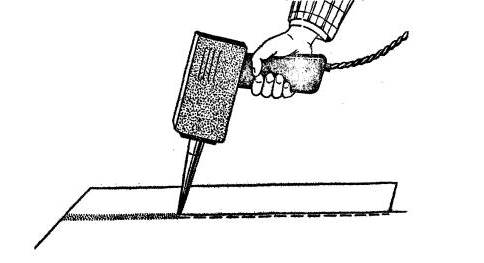


 1- Преобразователь
1- Преобразователь